27.08.13
Today was spent at the Crafts Council in
London, being inducted into my new role of Maker Trustee. I spent the day in
meetings with various CC folk, learning how the organization operates and being
introduced to the main issues that are currently under discussion.
My relationship with the CC goes back to
1985 or 86, when Vicky and I needed to find a new market for our pots and
Northern Arts provided CC sponsorship to attend the Chelsea Crafts Fair. It was
the last year that it was run by Lady Phillipa Powell, before the Crafts
Council took over the show. It was a great success and exactly the type of
support that we required at the time.
In the 1990’s we received 2 travel grants
from Northern Arts; the first took us on an extended tour of Hungary to look at
traditional slipware. The trip resulted in our work developing in a new, unexpected direction and
the writing of a book on contemporary slipware, the research for which was
assisted by our second travel grant from Northern Arts. As you will have
gathered, the support we had was well-targeted and brought about significant
changes to our practice, revitalizing it and ensuring its longevity.
After the Labour goverment came to power in 1997, the Arts Council subsumed the Crafts
Council, and my perception was that the organization had lost its autonomy, its
efficacy had been diluted and its very existence was uncertain. The move out to
Islington (hardly remote!) and the closure of the gallery and the shop at the
V&A seemed to support my doubts and the Crafts Council slowly faded from my
consciousness.
However, the past few years have seen resurgence, both in CC
activity and interest in craft. Take the ‘Powerof Making’ exhibition, co-curated by the CC and V&A. It attracted
340,000 people; one of the most popular shows ever held at the V&A. There
was everything from dry-stone walling to 3D printing and a plethora of
exquisite objects that I really wanted to get my hands on.
For me, the
exhibition demonstrated the common language of all makers and how a thatcher in
Somerset is engaged in the same thought processes as I am with all my high-tech
gear. We share the same approach to materials, processes and techniques and
take pride in our ability to use creative thinking to produce meaningful work. The
exhibition also demonstrated that ‘making’ is innate; it’s something that is
hard-wired in our DNA and has enduring appeal.
So it’s a great time to be involved with
the Crafts Council and as a Maker Trustee I am very keen to pass on your
thoughts to the board. I am interested to hear about your perception of the CC,
whether you feel it represents you as a maker and the type of activities you
would like it to be engaged in.
The Future is Here?
The September/ October issue of Crafts
Magazine (244) has 2 articles that question the place of 3D printing within the
Crafts world. Edwin Heathcote is seriously underwhelmed by the Design Museum’s ‘The Future is Here: A New IndustrialRevolution.’ He emphasizes what I presume he thinks of as an abuse of the
technology in the range of ’ugly, over-engineered and under-thought objects,
desperate to convince us that here is a technology that will change the world.’
Though I haven’t seen the exhibition, I suspect that the choice of exhibits is
at fault, as I do believe we have a new way of making things that will allow
advances in design and manufacturing. I wonder if the exhibition includes
examples of 3D printed bio-compatible materials that allow reconstruction of
body parts such as the trachea for patients recovering from cancer surgery, or
relatively simple objects such as optimized Airbus door hinges that reduce fuel
consumption by $1000 a year?
Geoffrey Mann thinks there’s ‘danger in
going digital’. Both Heathcote and Mann question the digital aesthetic and the
constraints of materials available to 3D printers, but as Mann points out,
‘We’re only at the beginning, surely the best is yet to come’.
I for one would certainly go along with
that.
Which brings me to the direction of my own
work. For some time I have had the same concerns, and though I have tried to
use the technology to make work that doesn’t shout ‘3D printed’ at first sight,
it still feels as though it can go further in being integrated with my previous
practice. That, after all has been my aim all along. So how do I bring the material
qualities, cultural associations and aesthetics of slipware (and other ceramic
types) into the world of digital design and Additive Manufacturing? First of
all, I must be careful not to lose the creative potential of AM, so the choices
are:
·
Print in clay
·
Print moulds for slipcasting
·
Apply an alternative surface
finish, one with other cultural associations.
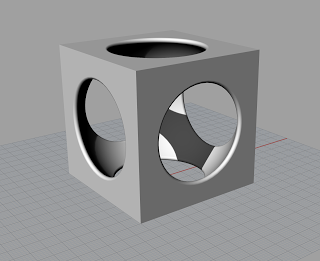
The themes of my most recent work have
moved on from simply making ‘impossible’ objects, based on historical ceramics
to exploring how we increasingly engage with the physical world through the 2
dimensions of a screen. And no matter how high the resolution, the experience
can only ever be a fraction of the real thing.
3D Printing in clay is still in its
infancy. And though I’m sure it will be refined, it is not going to solve my
immediate needs. Jonathan Keep, however appears to have produced a reliable
‘Computer Controlled Coiler’, (a development of the Bits from Bytes RapMan 3D printer,) that
looks as though it could quite easily be scaled up to produce larger objects. I
need to find out more and will be contacting him this week to discuss acquiring
one, either for MIRIAD or for my personal use.
Printing moulds on a ZCorp printer is
feasible, however, slipcasting relies on the cast being able to be removed from
the mould, therefore it would not be possible to produce objects as complex as
the ones that I have so far produced by SLS. My experiment to print pate de
verre from a ZCorp mould was successful, but as the mould was destroyed in the
process, only one object could be produced. However, that isn’t necessarily a
problem.
The Matrix 300 paper printer at MIRIAD
holds possibilities for producing models from which moulds can be taken. There
are limitations, particularly the printing of finely detailed objects as small
pieces of paper are prone to clog up the workings, bringing the machine to a
grinding, ugly halt!
Applying an alternative surface finish
could be a temporary way forward, but the connection to my previous ceramic
practice would be broken. So I’m not keen on that route at the present time.
More thoughts to follow…